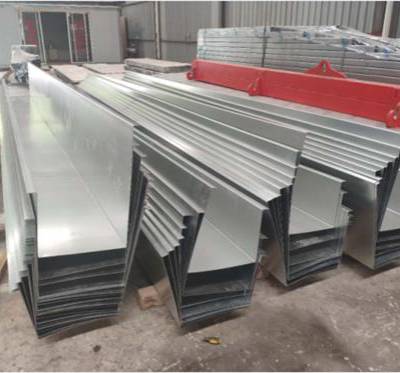
折弯工件常见缺陷及工艺措施
4、滑料
(1)待折弯工件出现折弯线和工件边缘线不平行的情况,即一端在折弯机下槽上有支点,另一端无支点。工艺人员对下料图沿工件折弯线方向增加割缝,其长度为工件折弯线向外偏移,偏移宽度为选择折弯机下槽宽度的一半。
(2)待折弯工件折弯线和工件边缘线平行,但两端在折弯机下槽上均无支点。工艺人员对下料图增大尺寸,以使边缘在折弯机下槽上有支点,满足折弯。待折弯工序完成后,对其按照产品图进行切割余量处理,修磨割口,满足产品质量要求。
表面处理:镀锌、磷化、喷砂、电泳、喷塑、喷漆等
加工类型:冲压、成型、拉伸、数冲、氩孤焊、激光切割、自动焊接、激光电焊等
加工范围:0.5mm-20mm厚
成型尺寸:1200*1200mm
折弯尺寸:4000mm
喷塑尺寸: 3000*1500mm
包装:汽泡纸、木箱、木托、纸箱
应用范围:电梯、汽配、视频机械、太阳能发电、交通运输设施、材料存储与搬运、建材、电子、IT等
随着折弯件在工程机械产品上的广泛应用,为满足其产品质量和生产需要,其质量标准也逐渐提高。数控折弯机在冷态下可利用所配备的通用模具(或模具)将金属板材折弯成各种所需要的几何截面形状的工件,折弯工艺的合理性直接影响到产品终成形尺寸和外观。通过对折弯缺陷过程控制和预防,采取相应***工艺方法来提高工件质量。
买家必读:由于每个客户在下订单时对产品有不同的要求,因此页面上的价格并不准确,当客户看中某一产品时可以和我公司联系。我公司会重新为您提供报价并为您提供优质的服务。
产品规格:产品的规格和形状并不是规定不变的可以来图加工或者来样品加工。
板材说明:您可以根据您的需要选择适合自己的材料。